联系人:徐徜徉 (销售总监)
手机:18640149632
座机:0317-2658126
传真:0317-2658618
邮箱:rqhuapeng@126.com
网址:www.rqhpltll.com
地址:河北省任丘市城东野王庄
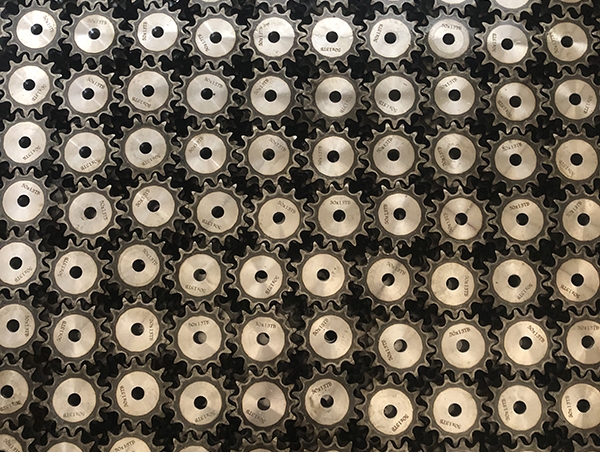
链轮是一种要求耐磨性很高的零件,如果只做调质处理,只能使其内部组织均匀、晶粒细密。虽有一定的硬度(一般45#在HB225——250左右),但是,这样的硬度不能够满足链轮使用时的耐磨要求,必须要经过淬火、回火处理,如果耐磨要求高的话,还应进行碳氮共渗(氢化)、淬火、回火处理,以提高链轮的耐磨性。所以,光把链轮进行调质处理而缺少表面处理是不对的。

我们要求链轮做整体淬火(表面渗碳),达到HRC38~42,但现在供应商提供齿部高频淬火,而且硬度范围变成38~48(齿根部),齿顶达到55左右,有三个问题:
1,高频淬火达不到38~42的范围?难道中国的原材料的碳分布那么不均匀?
2,做整体淬火,硬度范围能控制在38~42 之间吗?
3,一般只作齿部热处理的话,硬度检测的地方是哪里?是齿根还是与链条接触的地方?
因为我们用的链条是HRC50的,我们不希望看到链条比链轮先坏。
最合理的热处理方式是整体正火+齿面淬火,中碳钢不需要表面渗碳也能达到38到42的硬度要求。
大件整体淬火会出现裂纹现象,而链轮齿轮之类一般来说轮齿以外的其他地方不需要太高的硬度,却需要较好的韧性与抗冲击性能,淬火处理对以上两种要求没有好处。
文章内容来源于网络,如有问题请和我联系删除!
18640149632 0317-2658126
0317-2658618
公司在以下城市设有办事处
沈阳办事处电话:18640149632(徐经理)
天津办事处电话:13752305026(李经理)

更多精彩等着您